数控走心机学会要多久?津上教你如何快速上手
专栏:行业动态
发布日期:2021-08-25
阅读量:12315
收藏:
随着科技的发展,中国的制造业也在不断的发展,设备也越来越先进了,逐渐摆脱高密集型的加工。对于小白来说,数控走心机学会要多久?让拓东精密教大家如何快速轻松学会数控走心机。
随着科技的发展,中国的制造业也在不断的发展,设备也越来越先进了,逐渐摆脱高密集型的加工。对于小白来说,数控走心机学会要多久?让津上教大家如何快速轻松学会数控走心机。
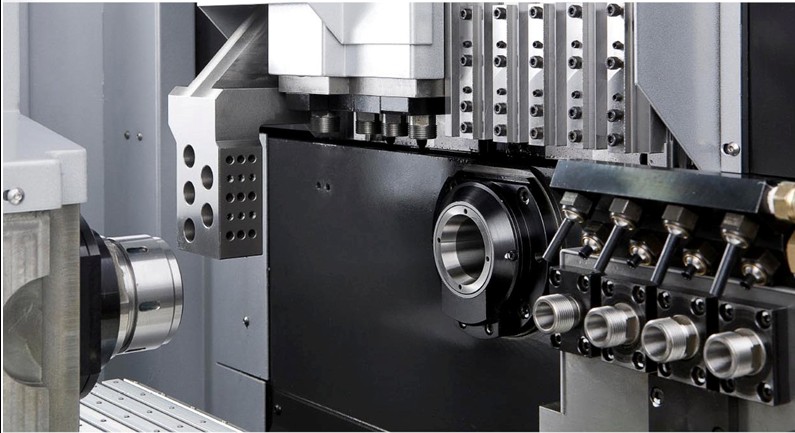
走心车床一般会用在棒材类加工小零件,批量大,好多都是一次成型的零件。只要是涉及到棒材类加工,直径(不要超过32)不要太大的话,走心车床配合送料机他的优势很大(因为走心车床必须配上送料机来加工),这样他就是一个小型的独立的生产线,不管是加工速度、人工成本、他都是有优势的。
最主要的区别是:走心机的材料在动,走刀机是刀在动在,走心机国内以前的老叫法应该是纵切车床。主要用于捧料小零件,大批量加工。
一般是送料机将棒料从主轴通孔穿过,弹簧夹头自动夹紧。如果零件悬伸长就需要配顶尖。如果要尾部需要加工的话,就要配第二主轴。如果还需要加工四与六钻孔等分孔要配动力刀座和主轴分度。
走心机主要受到材料的直径限制,一般最大型号的走心车床只能加工直径20毫米的零件,我只在资料上见过可以加工直径32毫米的走心车床。只要是走心机可以加工的零件,其加工精度,加工速度,走刀机都难以相提并论!
优势主要有以下几点,助你快速学会:
1:一次装夹不停主轴可以车削200mm以上长度的零件,如果你是车一个5mm长度的零件,走刀走心都可以车,但走心一气呵成可以车出20~30个零件才需要停车送料
2:走心车床切削时永远在材料固定最近位置,所以刚性是非常之好的,你想想你的车床夹紧零件之后,刀具贴住夹紧位置几mm的地方来车削,刚性会好到什么程度。
3:走心机都是车铣一体的,一次加工成型的复杂程度也非走刀机可比原来有老式自动车,我们俗称凸轮机车床。而现在更高级的CNC自动车床,我们称之为走心车床或纵切车床。主要是主轴Z向前后移动,而刀可以X、Y移动,可以实现立体加工,一次成型。
数控走心的切削原理是:工件旋转、刀具沿X方向移动,实现进刀动作,工件沿Z方向移动实现进给动作。数控走心机的切削原理跟数控车床的切削原理是一样的。数控走心机的编程只是多了一些辅助指令,在编程中要合理排工艺及加工步骤,减少主副轴的等待时间,具体的编程操作因走心机的型号及配置的系统不同而略有差异,基本上熟悉数控车床编程的适应一下十天半个月就可以操作数控走心机了。
当时,数控走心机刚刚在中国快速发展的城市企业中兴起,对于人们来说,数控走心机还是个高大上的新机器。沉浸在刚搬进厂房喜悦中的陈先生,趁着深圳国际机械制造工业展览会的举办,陈先生以促销活动十九万左右的价格买入了两台白色今日标准数控走心机。
数控走心机学会要多久
对于刚成立新公司的他而言,那两台摆在车间的数控走心机更像一个有魔法的箱子,普普通通的棒料放进去,就能华丽大变身,变成光亮照耀的精密零配件。师傅都是第一次接触数控走心机,毫无经验的他们只能根据使用说明书和今日标准赠送的数控走心机编程,一步步来操作。陈先生还记得,当时经常加工的就是节气门轴,师傅在编程的指导下,给棒料进行各种代码的编程,从粗加工到精加工,一个个代码编写进去,就能加工出精密光亮的节气门轴,加工完成后那亮亮的色泽和光滑的外表至今还能清晰的浮现在的脑海中。
数控走心机学会要多久呢?只要掌握其基本原理和操作步骤,对于任何人来说,都是可以非常轻松的学会,如果有任何疑问,大家可以咨询拓东精密。
说点什么
发表
最新评论