双面磨床砂轮怎么调整?老师傅都是这样调整的
专栏:行业动态
发布日期:2021-06-18
阅读量:15460
收藏:
大家在使用磨床的时候,砂轮的调整是非常关键的,如果砂轮调整的好,会让制作出来的零件更加精准,最近有不少人在问双面磨床砂轮怎么调整,下面拓东精密就给大家说说老师傅的调整方法。
大家在使用磨床的时候,砂轮的调整是非常关键的,如果砂轮调整的好,会让制作出来的零件更加精准,最近有不少人在问双面磨床砂轮怎么调整,下面拓东精密就给大家说说老师傅的调整方法。
双面磨床砂轮怎么调整?
做静均衡很简单,环节是必然要静心:
1、均衡架要调试好;
2、均衡轴装上砂轮放在均衡架让他自在扭转。等停下来用粉笔在砂轮法兰上做记号上轻下重。
3、在轻的位置加均衡块,然后扭转砂轮90度,若是砂轮前往申明砂轮二力不均衡,继续加均衡块(慢慢加)。直置砂轮上下摆布扭转90度都能够停下来(稍微有些摆动问题不大,用手指快速轻点砂轮能够停下即可}
砂轮做静均衡的目地是包管砂轮运转时连结均衡. 磨床在磨削加工时,砂轮在做高速扭转,这时若是砂轮没有做静均衡的话,就会使机床发生震动,使机床不克不及平稳运转。再者,对机床的精度,对磨削工件的光洁度城市有晦气的影响。所以不管是平面磨床仍是外圆磨床,砂轮都要进行静均衡。
1.砂轮拆卸前应细心查抄砂轮概况,能否有闷缝、裂纹等缺陷。上紧时应逐步上紧,当砂轮在冷却液下扭转时,必需再次对螺栓上紧。
双面磨床砂轮怎么调整
2.砂轮必需经静均衡后才可装到磨头主轴上,不然会惹起主轴振动而得不到好的概况粗拙面。
再插手均衡块D、E,并仍使A,B点位置不变,若有变更能够上下调整D、E,使A、 B两点恢回复复兴位,此时砂轮摆布已均衡
将砂轮动弹90度,如不均衡,将D、E同时向A或B点挪动,直到A、B两点平 衡为止。
磨床中砂轮的操作注意事项
1.砂轮的拆卸
(1)机床电源断开,用手摇动进给手柄直至砂轮架退到最后位置,然后打开防护罩,对砂轮周围的环境进行整理。
(2)松开主轴螺母二到三圈,不要把它取下来,然后用法兰盘拉拔,用螺丝挤顶主轴顶出法兰盘,把法兰盘取下,注意不能进行敲打,以防法兰盘变形,或者砂轮受损。
(3)取下主轴螺母,然后取下砂轮,如果砂轮直径比较大,则用吊装工具吊出。
2.砂轮的安装
(1)检查法兰盘的内孔是否干净,如有碰毛应进行打磨,如有异物应进行清除。
(2)砂轮应选用符合要求的,并且是合格的,包括线速度、粘合剂以及硬度型号等方面。
(3)砂轮要检查是否有裂纹、破损等缺陷。
(4)砂轮与卡盘之间应有柔性材料,来当作衬垫,厚度为1—2mm,衬垫应与卡盘相接触,并且要全部覆盖接触面。
3.砂轮的试运转和修整
(1)装上砂轮,然后紧固螺母,接触面要清洁,法兰内孔要与主轴螺牙碰毛内孔相碰,螺丝要拧紧。
(2)机床手柄停的位置要正确,检查砂轮的振动是否正常。
(3)修整砂轮外圆和侧面时要用修正器。
4.砂轮的停止
下班前,将砂轮空转三分钟的时间,主要是为了把砂轮里的切削液甩干,甩干后,停止机床,并关闭电源。

双面磨床砂轮怎么调整
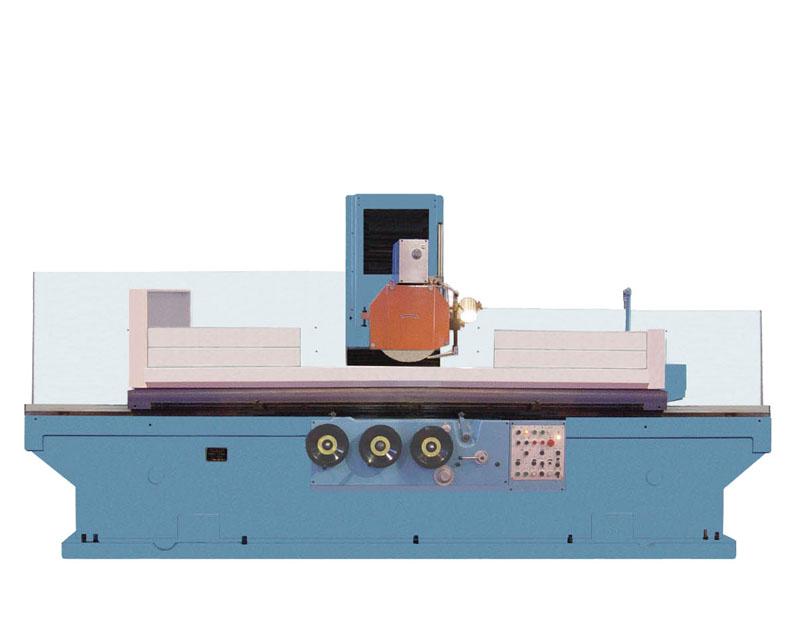
双面磨床
双面磨床一般作为薄片类产品加工的最后一道工序,其通过磨削加工使工件的端面精度高。而现有的双面磨床安下磨盘的安装方式一般分为两种:
一、下磨盘固定安装在机床上和上磨盘由电机带动。
二、上磨盘由电机驱动做正转,下磨盘由电机驱动做反转下磨盘。而无论是固定的下磨盘还是反转的下磨盘,其在双面磨床启动初期,均会由于上磨盘的加速度较大而导致造成部分工件碎裂,增加产品报废率。
双面磨床砂轮怎么调整?读完上面相信大家都知道了调整方法,拓东精密最后告诉大家在选择砂轮的时候,一定要选择质量好点,这样打磨的才会更加精确。
说点什么
发表
最新评论